






















|
LDX-020A 200MM-1000MM Диаметр TCT Круговая лезвие пилы Передний и задний угол редуктора шлифовальной машины
Подробная информация о продукте:
| Место происхождения: | Фошань, Гуандун, Китай |
| Фирменное наименование: | Lidexin |
| Сертификация: | CU,ISO |
| Номер модели: | LDX-020A |
Оплата и доставка Условия:
| Количество мин заказа: | 1 единица |
|---|---|
| Цена: | Western Union |
| Упаковывая детали: | Механические размеры (длина х ширина х высота): 1600X1100X1800 мм |
| Время доставки: | 10-15 рабочих дней |
| Условия оплаты: | T/T, Western Union |
| Поставка способности: | 100 шт/месяц |
|
Подробная информация |
|||
| Апертура лезвия пилы: | ¢ 10-220 мм | Толщина лезвия пилы (стальная плита): | 1-12 мм |
|---|---|---|---|
| Тангаж зуба: | 7-110 мм | Угол поверхности зуба: | от 5 до +30 градусов |
| Диаметр лезвия пилы для обработки: | 200mm-1000mm | Диапазон ударов шлифовки лезвия: | максимум 25 мм (регулируемых) зубов/минуту |
| Выделить: | 200 мм круговой пиломашины,1000 мм круговой пиломашины |
||
Характер продукции
LDX-020A 200MM-1000MM Диаметр TCT Круговая лезвие пилы Передний и задний угол редуктора шлифовальной машины
Какие приготовления предшествуют шлифованию шлифовальной машины:
1Измерьте внешний диаметр и центральное отверстие лезвия пилы и выберите централизующую раковину, установите лезвие пилы на сиденье лезвия пилы, а затем закройте его прокатным орехом сиденья лезвия пилы,затем расслабить фиксированный блокировочный винт сиденья лезвия пилы, а затем переместить сиденье лезвия пилы, чтобы выровнять размер наружного диаметра лезвия пилы с соответствующей шкалой сиденья лезвия пилы, а затем заблокировать фиксированный винт.
2Если лезвие пилы имеет сломанные зубы или новый зуб, его необходимо использовать.
3Если вращение лезвия пилы не расслаблено должным образом, перемещение лезвия пилы вперед в это время не допускается, поэтому при установке лезвия пилыповорачивать круговой лезвия пилы левой рукой в направлении против часовой стрелки, чтобы проверить плотность вращения, если герметичность не соответствует требованиям, регулируйте антиразвязчивый гайка с помощью открытого ключа M17 для того, чтобы герметичность вращения лезвия пилы была соответствующей.
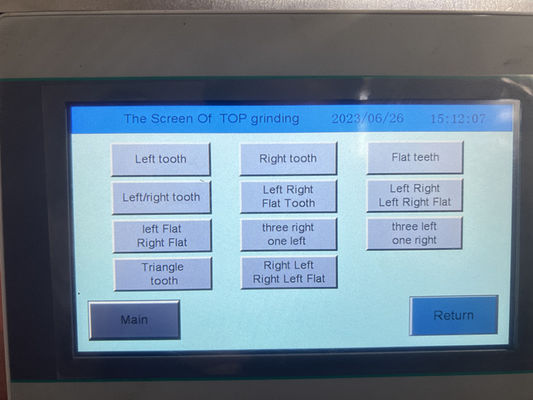
Каков метод программирования станков с CNC:
1Во-первых, необходимо определить систему координат заготовки, обычно используя прямоугольную систему координат или полярную систему координат для описания положения и траектории движения заготовки..
2"В соответствии с требованиями к деталям и характеристиками процесса шлифования, выбирают подходящий инструмент и параметры шлифования, включая скорость шлифования, скорость подачи, глубину шлифования,и т.д..
3Используйте специальное программное обеспечение для программирования с помощью ЧПУ или непосредственно на панели управления станка для шлифовки с помощью ЧПУ для записи программного кода.Программный код включает инструкции и параметры Настройки каждой операции шлифования, а наиболее часто используемыми языками программирования CNC являются код G и код M.
4Начальные и конечные точки устанавливаются в программе в зависимости от геометрии и размера заготовки.и конечная точка - это положение, где инструмент заканчивает шлифование.
5Инструкция пути записана в программе для описания движущегося пути инструмента. Инструкции пути могут быть инструкциями линейной интерполяции, инструкциями интерполяции дуги и так далее.Эффективные работы с измельчением могут быть достигнуты путем правильного планирования пути.
6В соответствии с требованиями обработки и точностью машины устанавливаются параметры компенсации и коррекции, такие как компенсация радиуса инструмента, предопределенное значение компенсации и т. д.Эти настройки помогают улучшить точность размера деталей и качество поверхности.
7Перед фактической операцией написанная программа моделируется и проверяется программным обеспечением для нумерационного управления, чтобы проверить правильность программы и заранее обнаружить возможные проблемы..
8"Письменная программа загружается в систему управления станка с ЧПУ через соответствующий интерфейс для обеспечения правильности и целостности программного файла.
9Запустить станцию с CNC и выполнить обработку по последовательности выполнения программы.состояние инструмента и заготовки своевременно контролируется для обеспечения стабильности и безопасности процесса обработки;.
10После завершения обработки результаты обработки проверяются и оцениваются.
| Технические параметры: |
| Диаметр лезвия пилы для обработки: ¢200- ¢1200 мм |
| Открытие лезвия пилы: ¢10-220 мм |
| Толщина лезвия пилы (стальной пластины): 1-12 мм |
| Протяженность зуба: 7-110 мм |
| Угол поверхности зуба: от 5 до +20 градусов |
| Угол верхней части зуба: 1-20 градусов |
| Левый и правый наклон зубов: кончик зуба/поверхность зуба на 20 градусов |
| Диапазон ударов шлифовального лезвия: максимум 25 мм (регулируемые) зубы/мин |
| Скорость шлифования: 0,5-6 мм/с |
| Рабочая скорость: максимум 20 зубов в минуту |
| Размер шлифовального колеса (внешний диаметр x отверстие): (¢ 125mm x ¢ 32mmX1mm) |
| Отрицательная шлифовка: -15 градусов |
| Линейная скорость шлифовального колеса: 26 м/с |
| Скорость потока насоса охлаждающей воды: 501/мин |
| Объем баллона с охлаждающей жидкостью: 85 л |
| Общая мощность: 1,85 kW |
| Напряжение: трехфазное 380 В |
| Механическая масса: 800 кг |
| Механические размеры (длина х ширина х высота): 1600X1100X1800 мм |
| Технические характеристики: |
| 1. Это оборудование может измельчать алюминиевые TCT режущие TCT пиловые лезвия, пиловые лезвия для деревообработки и крупные пиловые лезвия из сплава. Его легко управлять и может полностью продлить срок службы пиловых лезвий из сплава.Каждое лезвие может быть использовано 15-30 разЭто оборудование получило высокую оценку от многих покупателей. |
![]()
![]()
![]()
![]()
![]()